
本ブログシリーズの第1回では、3Dビジョンの3つの重要な要素である正確度、精密度、真度について、3Dカメラ技術をより適切に評価するためになぜより明確な定義が必要なのか、その背景と歴史を紹介しました。第2回となる今回は、細部を捉える力である「精密度」と、現実への近さである「真度」について、より深く掘り下げていきます。
目次
- 細部を捉える:精密度
- 微小な物体や細部を捉える
- 精密度の実例
- 真度 - 「現実に忠実であること」
- より正確で信頼性の高い把持・操作を実現する、現実に忠実な点群
a. ロボットセルにおけるその他の真度誤差の要因
b. 剛性グリッパーと金属物体 - 許容誤差の小ささ
c. 許容度の高いグリッパー - 絶対位置と「真の基準」
a. 3Dカメラの原点
b. 検証のための相対測定の標準化
c. ハンドアイキャリブレーション - 「絶対」を相対の世界に取り戻す
細部を捉える:精密度
表面上の3D点を測定すると、その測定値には過去の測定値と比較して必ずばらつきが生じます。すべての測定条件を一定に保ったとしても、測定のたびに値はわずかに変動します。これはランダムノイズの影響によるものであり、避けることはできません。
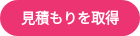
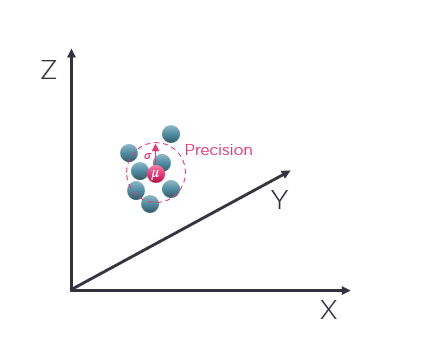 図1:空間内の1つの表面点を継続的に繰り返し測定した様子。期待される位置(平均値)と、繰り返し測定間のばらつき(精密度)を示している
図1:空間内の1つの表面点を継続的に繰り返し測定した様子。期待される位置(平均値)と、繰り返し測定間のばらつき(精密度)を示している
繰り返し測定した値の平均値は、3Dビジョンカメラが「測定点が空間内に存在する」と推定する位置であり、その標準偏差がシステムの精密度となります。精密度とは、繰り返し測定間のばらつきを表す一般的な用語であり、測定点が、測定された3D座標(XYZ)から一定の距離範囲内に収まる確実性を示します。したがって、この「期待される座標」が物理的な実際の位置にどれだけ近いかは、3Dカメラのキャリブレーションと物理的状態(熱的・機械的)によって決まります(詳しくは「真度」のセクションで説明します)。つまり、精密度とは、測定におけるランダム誤差(局所的な高周波ノイズ)によって生じるばらつきの尺度です。測定点同士が近くに集まっているほど精密度は高く、点が広く分散しているほど精密度は低くなります。
微小な物体や細部を捉える
精密度は局所的なばらつき(表面ノイズ)の影響を受けるものであり、表面上の小さなディテールを捉えるシステムの能力を判断するうえで主要な仕様となります。精密度は、点群からどの程度細かいディテールを識別できるかの目安を与えてくれます。たとえば、直径 2 mm の小ねじやボルトの頭部、ワイヤー、あるいは数ミリメートルしかない、密に詰められた箱同士の隙間などです。こうした疑問に答える手がかりとなるのが、3Dシステムの精密度と空間分解能です。もちろん、対象物の材料の種類や表面の性質、反射率や光の吸収性といったその他の特性も影響します。
精密度の仕様は、撮影距離と、選択した3Dカメラの主点距離に大きく依存することを忘れてはなりません。3Dカメラを導入する際には、正しい動作距離範囲内で運用することが極めて重要です。ここで特に有効なのが、3Dカメラをロボットアームとともに移動させる「アームマウント」方式です。この方式であれば、状況に応じて最適な撮影距離に移動し、可能な限り最高の精密度を得ることができます。
Zivid の3Dカメラは、その動作距離全域にわたってクラス最高の精密度を実現しています。ただし、どのようなシステムでも、推奨動作距離の範囲を超えると精密度は急速に低下します。
以下に2つのグラフを示します。1つは Zivid One+ と Zivid Two のカメラモデルにおける、視野の幅の関数としての精密度の比較です。もう1つは、Zivid Two で 60 x 40 x 40 cm のビンを撮影した場合の精密度と空間分解能を例示したものです。
 図2:Zivid One+ および Zivid Two 3Dカラーカメラの精密度特性
図2:Zivid One+ および Zivid Two 3Dカラーカメラの精密度特性
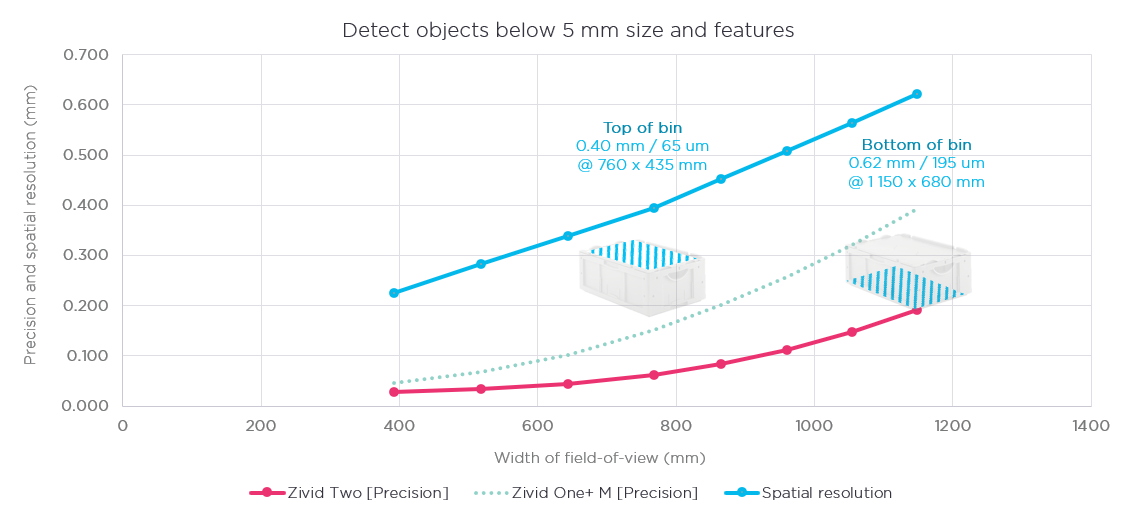 図3:Zivid Two 3Dカメラと Zivid One+ Medium の精密度および空間分解能の比較
図3:Zivid Two 3Dカメラと Zivid One+ Medium の精密度および空間分解能の比較
このグラフでは、ビンの上端は約 700 mm(主点距離)に位置しており、そこでの可視 FOV(視野)は 760 x 435 mm、空間分解能は約 0.4 mm、精密度は 0.065 mm です。ビンの深さは 40 cm であるため、ビンの底面は 1100 mm に位置し、そこでの FOV は 1150 x 680 mm、空間分解能は 0.62 mm、精密度は 0.195 mm となります。
精密度の実例
これらの数値が何を意味するのかを示すために、Zivid Two 3Dカメラでキャプチャした機械加工プレートの点群を見てみましょう。このプレートには、直径(Ø)5 mm ~ 20 mm、深さ(D)0.25 mm ~ 5 mm の範囲で正確に機械加工された複数の穴があります。
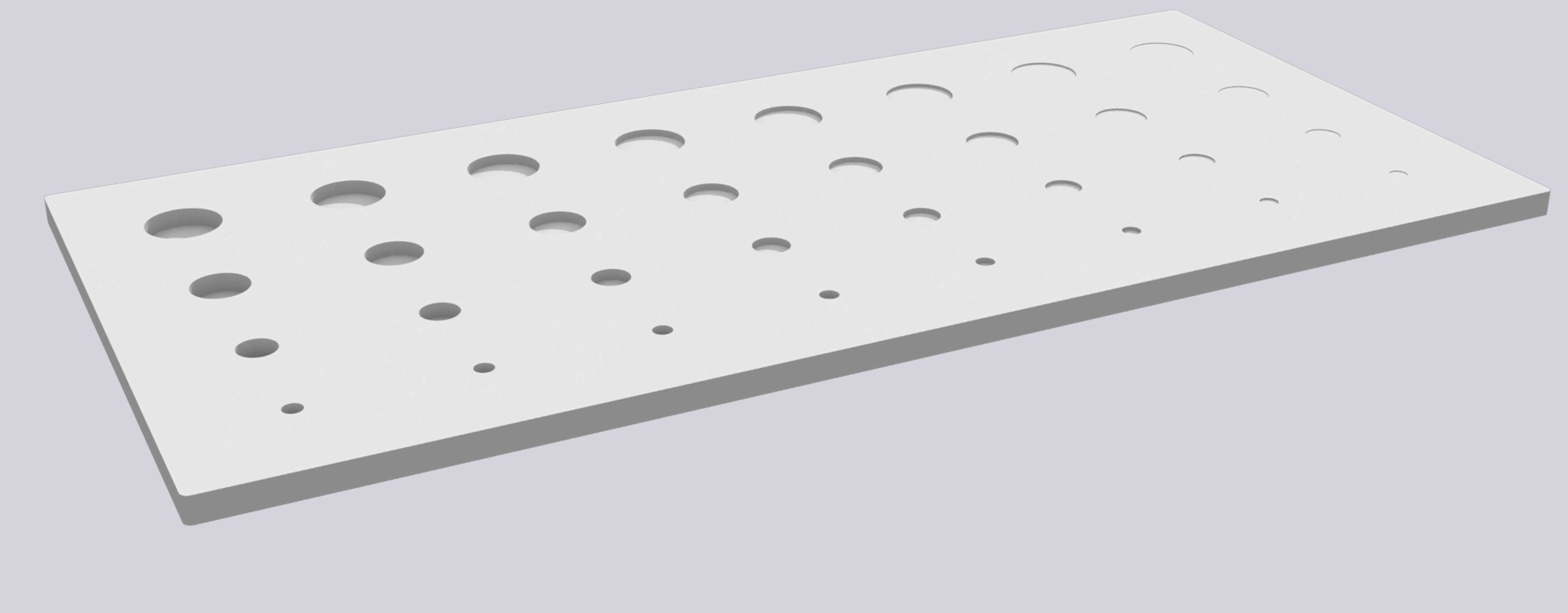 図4:機械加工プレートのモデルと各部の寸法
図4:機械加工プレートのモデルと各部の寸法
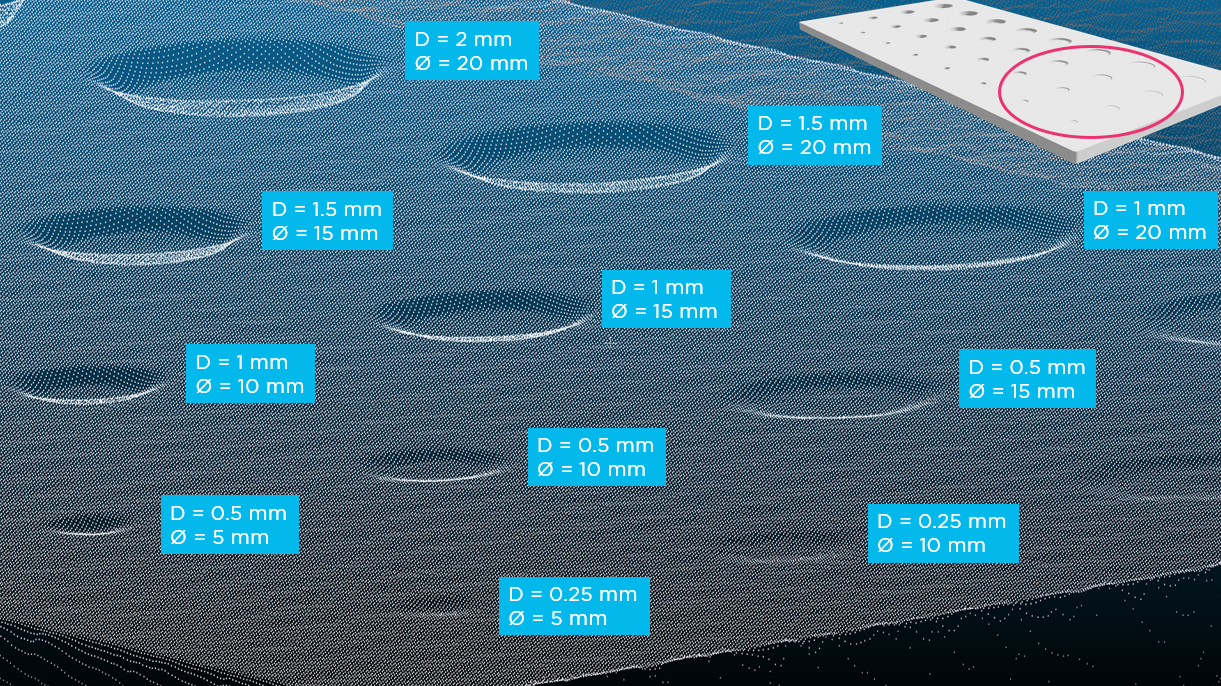
図5:機械加工プレートの片面の点群。D = 0.25 ~ 2 mm の最も浅い穴を示している。個々の点や表面の微小な変動がはっきりと確認できる
さらに理解を深めるために、Zivid Two でキャプチャした「身の回りの物」も見てみましょう。この点群は精密度と空間分解能の影響を示しており、どのような特徴を検出できるかの目安になります。
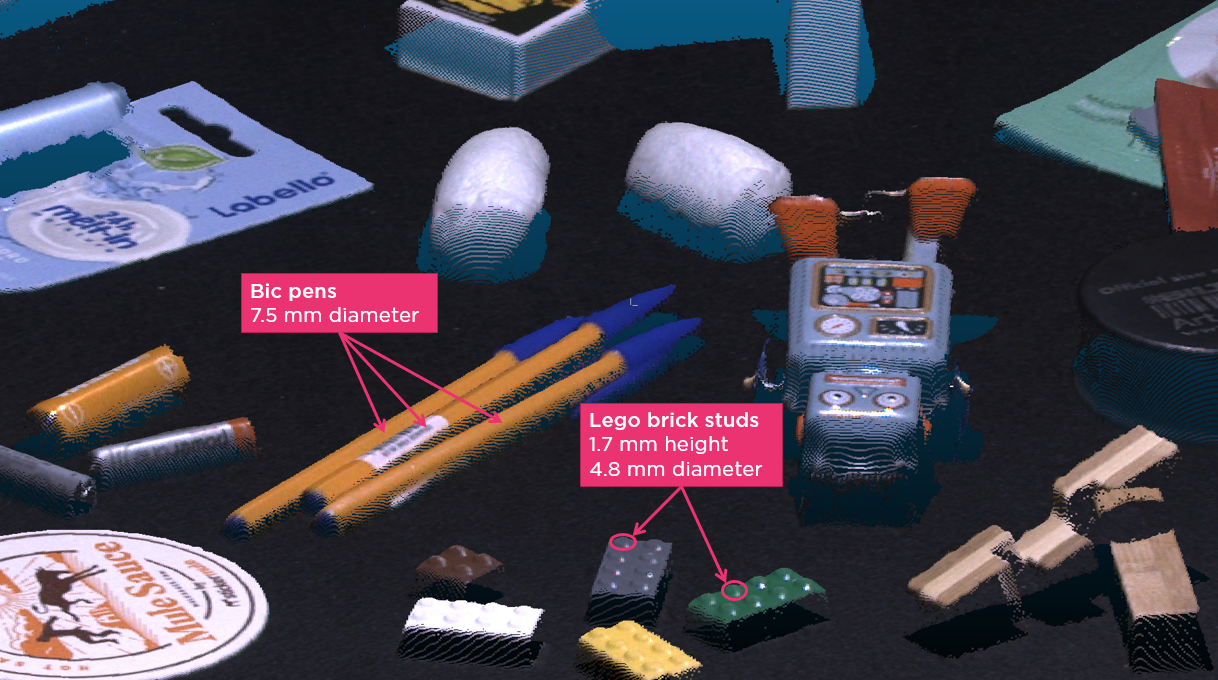 図6:Zivid Two で 700 mm の距離からキャプチャした「身の回りの物」の点群
図6:Zivid Two で 700 mm の距離からキャプチャした「身の回りの物」の点群
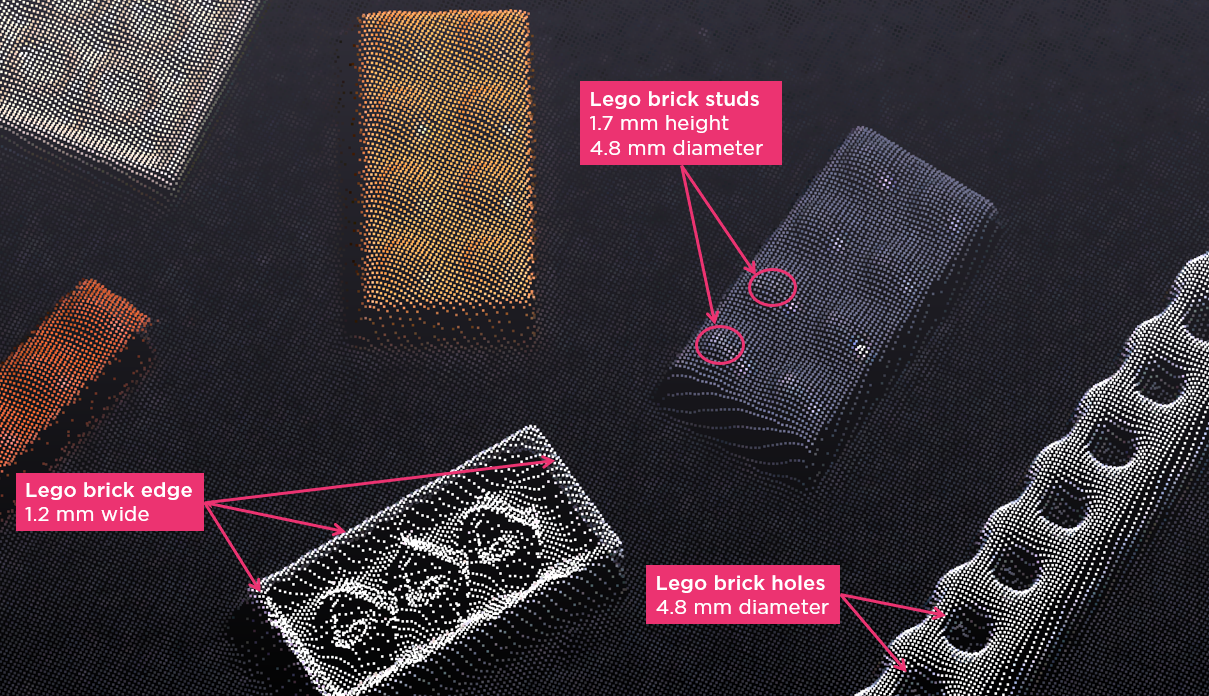
図7:レゴブロックのクローズアップ
真度 - 「現実に忠実であること」
真度とは偏り(バイアス)がないことを指し、「複数回の繰り返し測定から得られた測定値(期待値)と、推定対象であるパラメータの真の基準値との差」と定義されます。
ある空間内の3D点を繰り返し測定した結果、その点が物体表面上に存在すると考えられる候補位置の小さな局所的な点群が得られたとします。ここで、その点の正確な位置、すなわち「真の基準位置」が分かっていると想像してください。図8において、システムの真度は、期待される位置すなわち繰り返し測定の平均(赤い点)と、実際の真の基準点(緑の点)との距離で表されます。「精密度」はこれらの測定のばらつきであり、「真度誤差」は真の基準からの偏差です。
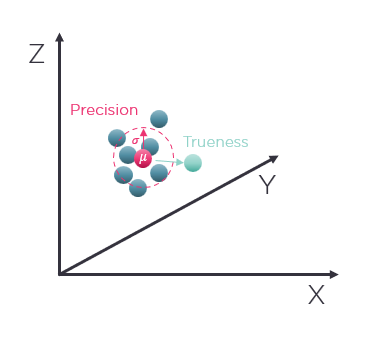 図8:繰り返し測定から得られる期待される位置(平均値)と、その点が物理的に存在する真の基準位置との比較
図8:繰り返し測定から得られる期待される位置(平均値)と、その点が物理的に存在する真の基準位置との比較
「現実に忠実(True to reality)」という表現は、この概念を非常によく表しています。3D点群における真度とは、物体の形状と寸法、回転と位置が正しく表現され、「真実」からの歪みや偏りがないことを意味します。
分かりやすい例を図9に示します。完全に平坦な表面の形状を忠実に表現することを考えたとき、3D点群としてキャプチャした表面はどれだけ平面になっているでしょうか。表面上の高周波ノイズが精密度にあたり、低周波の系統的な偏差、変形、誤表現が真度にあたります。この2つを合わせたものが、システムの正確度となります。
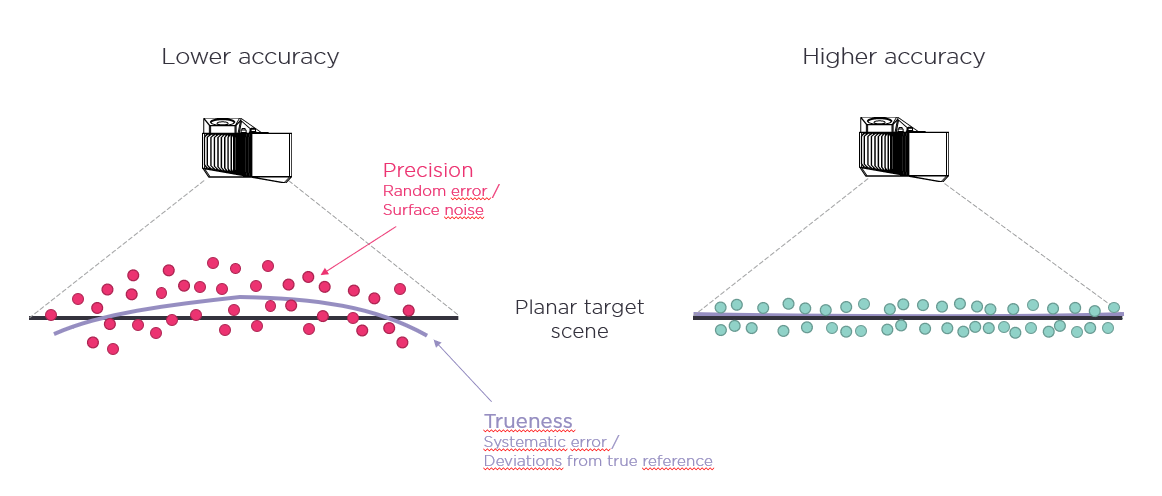
図9:精密度と真度、およびそれぞれの誤差要因
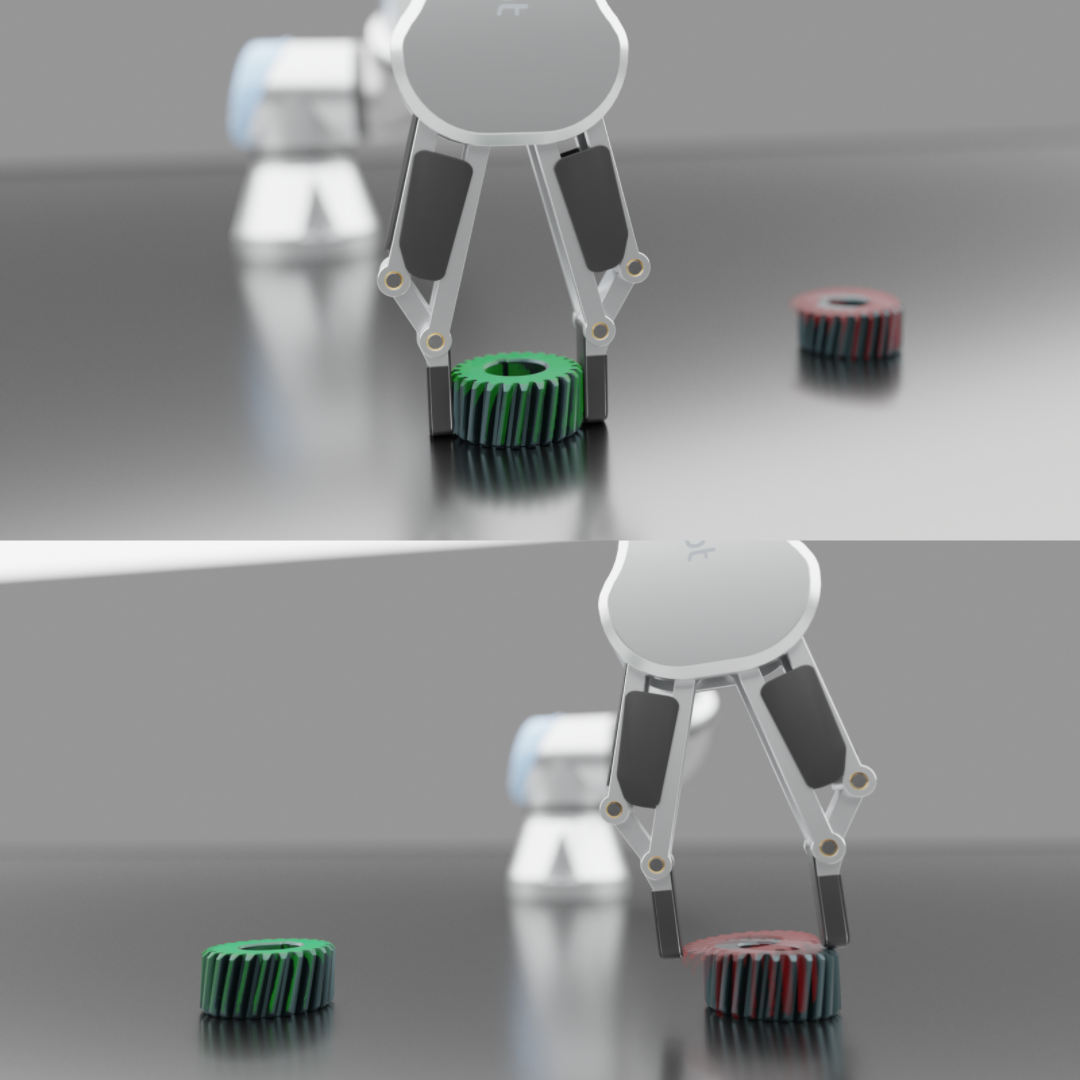
もう1つの例を図10に示します。ここには正確に機械加工された2つの歯車があります。このうち1つを撮影し、点群上の寸法を測定して歯車の実際の物理的寸法と比較したとき、その差がシステムの「真度誤差」を表します。たとえば、歯車の直径が 100 mm で、3Dカメラの真度誤差が 0.2% 未満であれば、直径測定における予想誤差は 100 mm × 0.2% = 0.2 mm(200 µm)となります。
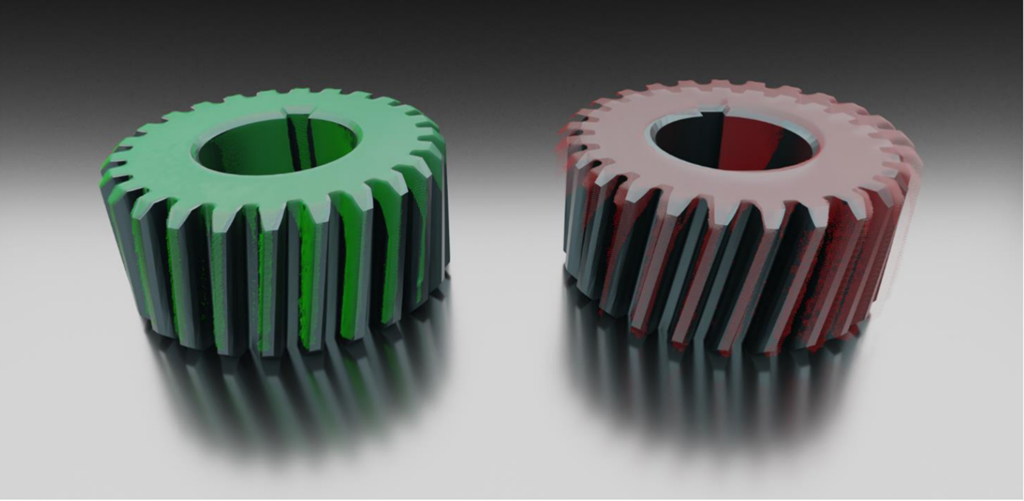 図10:機械加工された歯車における小さな真度誤差(緑)と大きな真度誤差(赤)。位置、回転、スケールに明らかな誤差が見られる
図10:機械加工された歯車における小さな真度誤差(緑)と大きな真度誤差(赤)。位置、回転、スケールに明らかな誤差が見られる
より正確で信頼性の高い把持・操作を実現する、現実に忠実な点群
物体ピッキングの自動化には、ビジョンシステムとロボットセルの性能に大きく依存する3つの重要な段階があります。
- 物体の検出と位置特定
- 意図したとおりに物体を正しくピッキングすること
- 意図したとおりに物体を配置すること
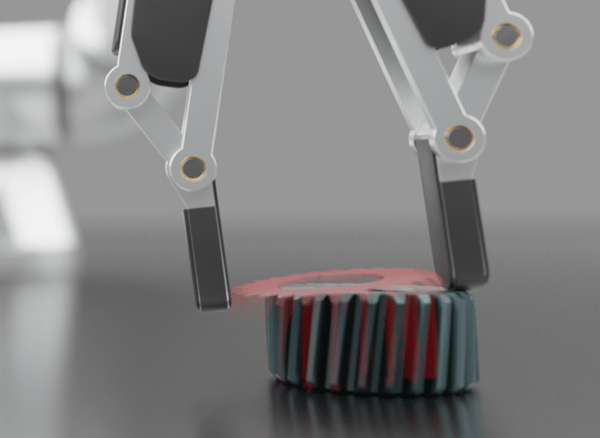 図11:剛性グリッパー使用時に把持点へ影響する真度誤差
図11:剛性グリッパー使用時に把持点へ影響する真度誤差
カメラが物体を現実のとおりに捉える能力が、これらの作業を確実に遂行するうえで不可欠であることは明らかです。
実際の運用に置き換えると、これは、算出されたピック姿勢と、ロボットのグリッパーと物体との実際の相互作用との間に、何ミリメートルの誤差や不確かさを見込むべきかという問題になります。真度誤差が許容できないほど大きい場合、その影響はピッキング段階と配置段階の両方に現れ、前者の誤差が後者の誤差へ複合的に影響します。
ロボットセルにおけるその他の真度誤差の要因
3Dカメラはロボットセル全体の正確度を左右する重要な要素ですが、真度誤差やミスを引き起こし得る要素はカメラだけではありません。図12は、ロボットセルの主要な構成要素と、それぞれの誤差への寄与を示しています。
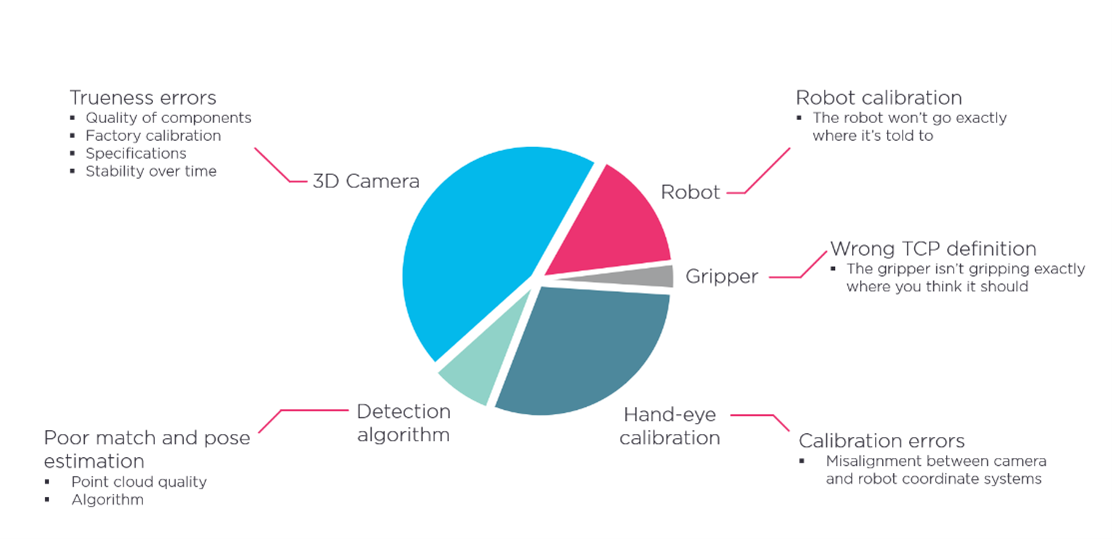
図12:ロボットセルにおける誤差寄与バジェットの構成要素
3Dカメラと検出
3Dカメラは、対応する検出アルゴリズムとともに、検出における誤差の要因となります。高性能なアルゴリズムに頼ることになりますが、そのアルゴリズムの性能は、処理対象となる3D点群の品質を超えることはできません。
ロボット
ロボットの動作には一定の誤差が伴います。ロボットメーカーは通常、「繰り返し精度(repeatability)」を仕様として提示しますが、これはロボットにおける「精密度」に相当するものです。真度はロボットの仕様として規定されておらず、産業用ロボットであっても、真度誤差は精密度の誤差より桁違いに大きくなることがあります。数ミリメートル程度の真度誤差も珍しくありません。
ツールセンターポイント(TCP)
TCP は、ロボットのツールフランジとグリッパー(エンドエフェクタ)との相互作用点です。TCP は正しくキャリブレーションされ、堅固に維持されていなければなりません。そうでなければオフセットが生じ、誤差バジェットに加算されることになります。
ハンドアイキャリブレーション
カメラの座標系とロボットの座標系が正しく対応付けられていることが不可欠です。これを「ハンドアイキャリブレーション」と呼びます。良好なハンドアイキャリブレーションを行えば、ビンピッキングのような小~中規模の作業空間ではサブミリメートルの対応精度が、デパレタイズのような広い領域ではミリメートルレベルの対応精度が得られます。最良の結果を得るには、対象領域の変更や環境条件の変化に応じて、キャリブレーションを更新・適応させることが重要です。
剛性グリッパーと金属物体 - 許容誤差の小ささ
鋼製歯車のような剛体を剛性グリッパーで扱う場合、真度誤差が大きすぎると、グリッパーは数ミリメートル的を外してしまいます。わずかな誤差に思えますが、次のいずれかの結果を招く可能性が高くなります。
- ピッキングの完全な失敗
- 不正確・不適切・不安定なピッキング
- グリッパーや物体の損傷
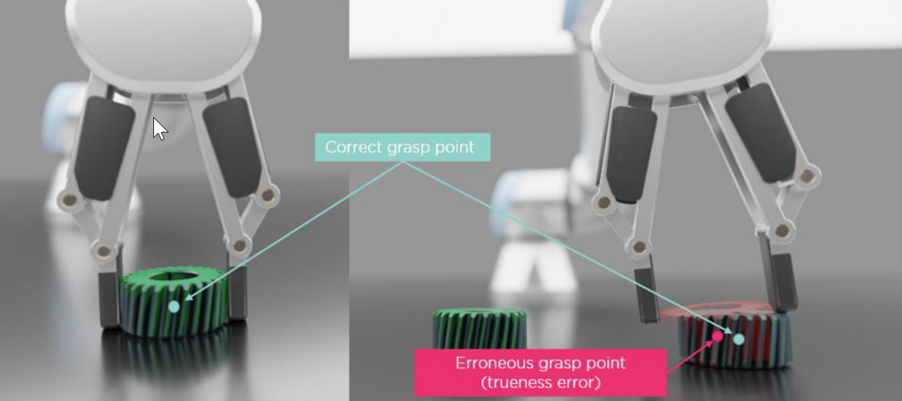 図13:剛性グリッパーと鋼製レンチヘッドにおける大きな真度誤差の影響
図13:剛性グリッパーと鋼製レンチヘッドにおける大きな真度誤差の影響
許容度の高いグリッパー
グリッパーに十分なコンプライアンス(柔軟性)があれば、真度誤差の一部は吸収できます。吸着カップグリッパーはその好例であり、本来的に柔軟性を備えています。しかし、その柔軟性が「物体をピッキングできる」という目的に対してのみ有効である場合もあります。同じ柔軟性のために、物体を正確かつ確実に把持することは難しくなるのです。重い金属製の物体では、ロボットの動作中にグリッパーが物体を保持しきれなくなることがあり、通常、組立やマシンテンディングのアプリケーションで求められる正確さの要件を満たすことはできません。
組立や一部のピック&プレース作業では、ピッキング段階と配置段階の両方で高い真度が求められます。いずれの段階も、配置と位置決めにおける許容誤差が小さいためです。
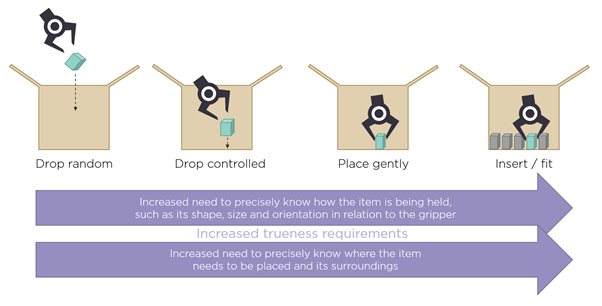
図14:タスクのピッキングおよび配置段階における重要な真度要件
絶対位置と「真の基準」
3Dカメラの性能を評価する際に理想的なのは、カメラの結果と比較できる絶対的な基準を持つことです。それがあれば、XYZ 各方向の対応を確認でき、カメラが物理世界に存在するとおりに点を検出できているかについて、一定の信頼性を得られます。図15に示すように、カメラは内部の原点からシーン内の物体までの距離を測定します。したがって、3Dカメラ以外の測定手段によって真の基準距離を正確に把握できれば、3Dカメラがまったく同じ距離を測定していることを検証できます。
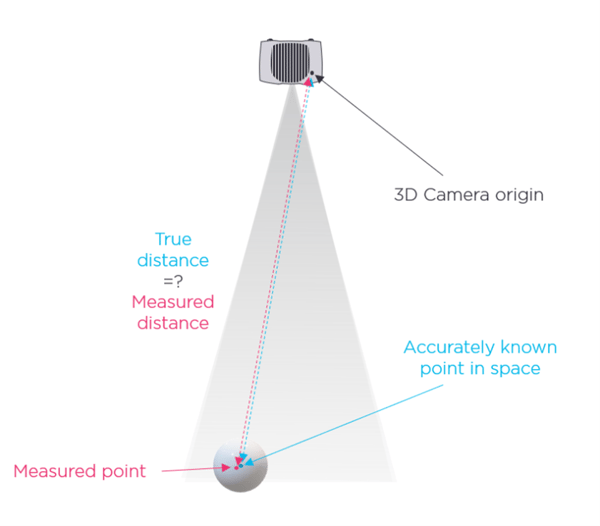
図15:絶対距離検証のイメージ
しかし、ここにはいくつかの課題があります。100マイクロメートルの分解能を持つカメラの正確度を検証しようとする場合、検証手段にはそれより1桁程度優れた分解能、たとえば10マイクロメートルが求められます。このような微小な測定の領域になると、考慮すべき要因が非常に多くなります。たとえば、1メートルの距離でアルミニウム製の治具を用いて測定している場合、周囲温度が 1 ℃ 変化するだけで、カメラと対象物の間の距離は 23.5 マイクロメートル変化する可能性があります。これは、利用しようとしている基準の正確度のすでに 2.3 倍にあたります。つまり、不変かつ絶対的といえる基準を得ること自体が困難なのです。
さらに、物理的な点と3Dカメラの原点の両方を正確に特定する必要もあります。基準距離の測定のためには実世界において、3D距離の測定のためには3D点群において、です。実世界の物理的な点を高い正確度で認識することは可能ですが、そのためには、熱的に安定した計測用基準球のような高精度の対象物・パターンが必要になります。しかし、そうした物理的な点から3Dカメラの原点までの基準距離を求めることは、まったく別次元の難題です。
3Dカメラの原点
ピンホールカメラモデルのような理想化されたカメラモデルでは、原点はカメラに入射するすべての光線が収束する点であり、「投影中心」とも呼ばれます。この単純化されたモデルでは、原点は絞りの中心、すなわちピンホールそのものに位置します。
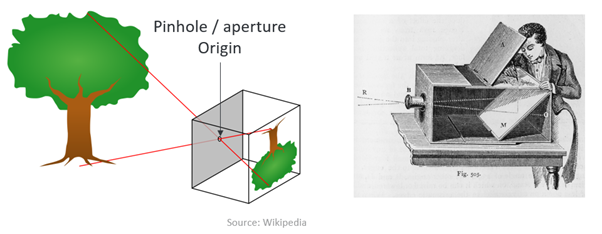 図16:ピンホール/絞りの原点
図16:ピンホール/絞りの原点
これは理想化されたモデルであるため、レンズを備えた実際のカメラにピンホールは存在しません。しかし、カメラキャリブレーションで行われているように、カメラで撮影した画像を解析することで、実際のカメラの光学系をきわめて忠実に近似するピンホールモデルを算出できます。このモデルにおける推定上のピンホール絞り、すなわち3D座標の原点は、カメラのレンズ内部のどこかにある3D点となります。当然ながら、カメラのレンズ系における正確な原点位置を特定することは難しく、光学系や機械公差、各カメラの熱的状態のわずかな違いにより、カメラごとに多少のばらつきが生じます。レンズのガラスやボディのアルミニウム(またはその他の材料)は温度に応じて収縮・膨張するため、この原点の位置も変動します。
検証のための相対測定の標準化
3Dカメラの原点が実世界の既知の物理構造に対して正確にどこにあるのかを示す物理的な基準情報がなく、絶対測定にはあらゆる困難が伴う以上、検証と性能評価のための唯一の現実的な解決策は「相対測定」を用いることです。ここでいう「相対」とは、(3Dカメラの原点に対する絶対値ではなく)何らかの外部基準系に対する相対を意味します。この点については、本ブログシリーズの次回で詳しく取り上げます。なお、これは業界が採用してきたアプローチであり、既存の規格にも反映されている考え方であることも付け加えておきます。
ハンドアイキャリブレーション - 「絶対」を相対の世界に取り戻す
このように、3Dカメラの原点を基準とした、常に信頼できる絶対的な基準を実現することは困難です。状況によっては、測定の絶対性はそれほど重要ではありません。たとえば、自動車のドアパネルの穴を検出する場合、多少の位置誤差や回転誤差があっても穴の検出自体は可能です(これは精密度と空間分解能に依存します)。しかし、そのドアパネルの穴にボルトを正確に挿入したい場合(真度)には、何らかの絶対的な基準が必要になります。一般に、ロボットが物体と相互作用し、操作、ピッキング、把持、挿入、組立を行う場合には、「絶対」が重要になります。
ここでの答えは、ロボット、グリッパー、3Dカメラという所与の環境における「絶対」を見つけることです。ハンドアイキャリブレーションとは、ロボットのエンドエフェクタと3Dカメラの間(eye-in-hand)、あるいはロボットベースと世界座標系の間(eye-to-hand)の最適な変換を求めるプロセスです
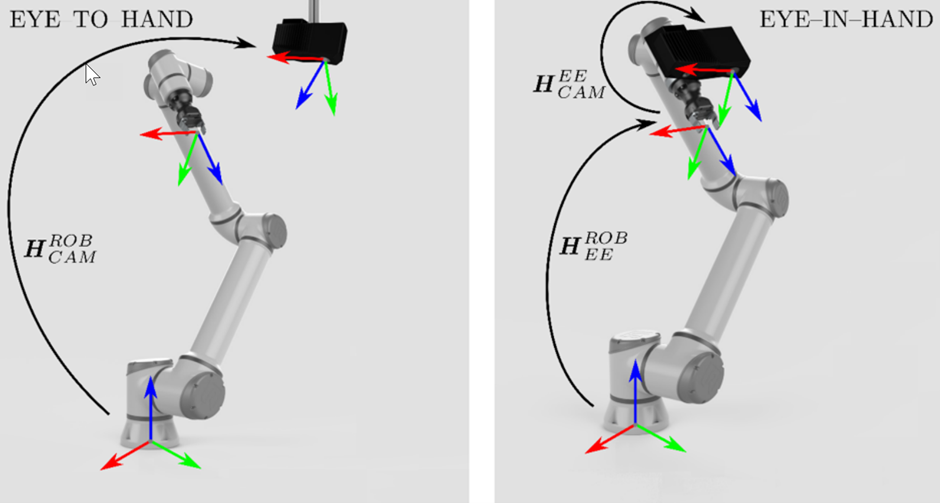 図17:Eye-to-hand および Eye-in-hand キャリブレーション手法
図17:Eye-to-hand および Eye-in-hand キャリブレーション手法
こうして、ロボットの座標系という新しい「絶対」基準点、すなわち「キャリブレーション原点」を導入することができました。これでロボットと3Dカメラは原点の位置について合意し、同じ点を基準として正確度を導き出せるシステムが見えてきます。
ハンドアイキャリブレーションがなぜ重要なのか、および Zivid カメラでハンドアイキャリブレーションを実施する方法については、2つの優れたガイドをご用意しています。
真度に関する本シリーズの第2回はいかがでしたでしょうか。盛りだくさんの内容でしたが、重要なポイントをひととおり押さえることができました。
「見えているのに、つかめない」 - 信頼性の高いピッキングの秘訣

工場・倉庫の大規模なワークロードに最適な3Dカメラ